From Trash to Earth: What Really Happens to a Compostable Bag After You Toss It
How Does a Plain Plastic Roll Become a Brand?

Jul
Look around you right now.
A shopping bag. A milk packet. A courier pouch. The wrapper on your bread. The packet holding your favourite snacks.
At first glance they are just bags. Ordinary, unremarkable, not worth a second thought.
But here is something that most people never stop to consider. A few minutes before they looked like that, every single one of them was a completely blank, transparent roll of plastic. No logo. No colours. No brand name. Nothing. Just a plain sheet of material moving through a machine at speed.
Somewhere between that blank roll and the shelf at your local store, something remarkable happened.
That process has a name. Most people have never heard of it. And yet it touches almost every product you buy.
It is called flexographic printing.
Think of the world’s most precise rubber stamp
The easiest way to picture flexographic printing is to imagine a rubber stamp. Not the little one you use to mark documents, but an enormous one wrapped around a spinning cylinder, pressing colour onto a continuous roll of film as it moves through at high speed.
Each station in the machine adds one colour. By the time the film exits the other end, what went in as a plain roll comes out looking like packaging you would actually pick up off a shelf. Logo, colours, barcode, product information, all of it printed directly onto the material in one continuous flow.
No stickers. No labels stuck on afterwards. The design is part of the material itself.
Why six colours when your logo only has three?
This is a question that comes up a lot and the answer is more interesting than you might expect.
A six colour machine is not just about using six colours at once. It is about possibility. More colours means more shades, more depth, more detail. It means being able to print an invisible white layer underneath everything else so that colours on transparent film actually pop instead of looking washed out and dull. It means the difference between packaging that looks premium and packaging that looks like it was made in a hurry.
One machine. Endless combinations.
The part nobody talks about but everybody notices
Here is where it gets interesting.
Most people assume that beautiful packaging comes from better ink or better design. And while those things matter, the real difference between sharp, vibrant printing and blurry, inconsistent printing comes down to a component most people have never heard of.
The anilox roller.
Picture a tiny measuring spoon that sits inside the machine. Its entire job is to pick up exactly the right amount of ink and deliver it to the printing plate. Not too much. Not too little. Exactly right, thousands of times per second.
Too much ink and your logo bleeds and blurs. Too little and everything looks faded. The anilox roller is what keeps it precise.
At GreenKraft Bioplast we use ceramic anilox rollers. Ceramic holds its shape far longer than conventional metal, which means the ink delivery stays consistent not just at the start of a production run but all the way through it. Thousands of metres of film, same quality from beginning to end.

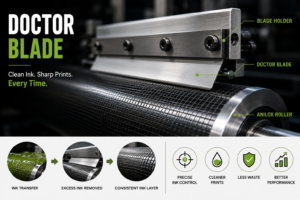
And then there is something called a doctor blade
Bear with the name. It sounds more dramatic than it is.
Imagine you are painting a wall and you drag a perfectly straight ruler across the surface immediately after to remove every drop of excess paint. What is left behind is a thin, perfectly even coat. Clean. Precise. No blobs, no drips.
That is what a doctor blade does inside a printing machine. It wipes the anilox roller clean after every rotation, making sure only the right amount of ink gets through to the film. Without it, ink builds up unevenly. Colours go patchy. Lines go soft. The whole print starts to look like something went wrong.
It is a small thing. But it is the kind of small thing that separates good printing from great printing.
Why does the same design look different from different suppliers?
This is something that genuinely puzzles a lot of business owners. They send the exact same artwork file to two different manufacturers and get back bags that look completely different. One looks sharp and professional. The other looks like a rough draft.
The artwork did not change. So what did?
Everything else did. The machine condition. How well each colour is lined up with the others. The ink consistency. The roller quality. The experience of the person running the press. Print quality is not one decision. It is a hundred small decisions made correctly, every single time.
This is why the same logo can look world class on one bag and forgettable on another.

From a blank roll to something on a shelf
Once printing is done the roll does not go straight to a store. It still needs to be cut, sealed, punched if it needs handles, inspected, packed and shipped. By the time it reaches a supermarket shelf, most people give it about half a second of attention before deciding whether to pick it up or not.
Half a second. That is what all of that engineering is working toward.
At GreenKraft Bioplast we run a 6 colour flexographic printing line with ceramic anilox rollers and a doctor blade system from our facility in Sachin GIDC, Surat. We print on virgin, recycled and soon certified compostable packaging. And we take that half second seriously.
Because good packaging protects the product.
Great printing protects the brand.
FAQ
Not at all. It works on a wide range of materials including different types of plastic film, compostable films, non-woven fabric, paper, kraft paper, and shrink film among others. If it is flexible packaging, flexographic printing can almost certainly handle it.
Because print quality depends on far more than the artwork. Machine condition, ceramic anilox rollers, doctor blade systems, colour registration, ink consistency, and operator experience all play a role. Two manufacturers can receive identical artwork and produce very different results.
It gives manufacturers the ability to reproduce exact brand colours, detailed graphics, and vibrant multi-colour artwork on the same machine. It also allows printing on transparent materials with an opaque white base so colours look vivid rather than washed out.
High speed, consistent quality across large runs, the ability to print on many different materials, and cost efficiency at scale make it the go-to method for most flexible packaging worldwide.